Optimization of turning cutting parameters for casting austenitic stainless steel CF8M used in industrial ball valves
DOI:
https://doi.org/10.18226/23185279.e261601Keywords:
Turning Machining Optimization, Cast Austenitic Stainless Steel CF8M, Industrial Ball Valve, Surface Roughness, Box-Behnken DesignAbstract
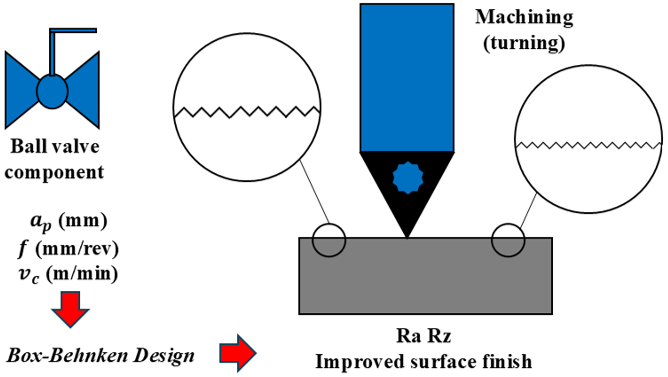
Ball valves are widely used in industrial applications due to their high sealing efficiency and operational simplicity. Their performance depends on the contact between a metallic ball and a PTFE sealing element, making the surface finish of the ball critical to ensure tightness and prevent leakage. In this context, this study investigates the optimization of cutting parameters in the turning of ball valve components using the Box–Behnken Design (BBD). Twenty-one balls made of cast austenitic stainless steel ASTM A351 CF8M were machined by varying the depth of cut, feed rate, and cutting speed. Surface roughness was evaluated using a contact profilometer, adopting an average roughness criterion of < 0.4 μm, required to guarantee proper sealing performance. Statistical analysis revealed that the feed rate was the most influential parameter, contributing 77.38% to surface roughness variation. Optimal machining conditions were identified as cutting speed between 200 and 240 m/min, feed rate of 0.08 mm/rev, and depth of cut between 0.3 and 0.5 mm, resulting in values below 0.4 μm. Experimental validation confirmed a significant improvement in surface finish compared to the current process. The proposed optimization provides a practical reference for machining parameter selection in the turning of an austenitic stainless steel valve ball.
Downloads
Published
How to Cite
Issue
Section
License
Copyright (c) 2026 Lucas Cassol Brandalise Bertocco, Diógenes Barbosa Teles, André João de Souza

This work is licensed under a Creative Commons Attribution 4.0 International License.
Declaração de originalidade e cessão de direitos autorais
Declaro que o presente artigo é original, não está sendo tendo sido submetido à publicação em qualquer outro periódico nacional ou internacional durante o processo de revisão. Através deste instrumento, em meu nome e em nome dos demais co-autores, porventura existentes, cedo os direitos autorais do referido artigo à revista SCIENTIA CUM INDUSTRIA. Contudo, a reprodução total ou parcial impressa ou eletrônica pode ser feita desde que o autor comunique oficialmente à revista. Declaro estar ciente de que a não observância deste compromisso submeterá o infrator a sanções e penas previstas na Lei de Proteção de Direitos Autorias. Declaro estar ciente de que a não observância deste compromisso submeterá o infrator a sanções e penas previstas na Lei de Proteção de Direitos Autorias (Nº9610, de 19/02/1998).